|
|||||||||||||||||||||||||||||||||||||
| │HOME│製品・サービス│製造工程│歯車の種類特徴│非円形歯車│会社概要│歯車資料館│ | |||||||||||||||||||||||||||||||||||||
| 製造工程 | |||||||||||||||||||||||||||||||||||||
|
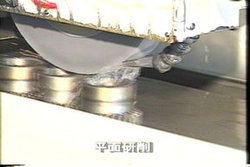
焼入れ・研削
|
||||||||||||||||||||||||||||||||||||
| Copyright (C) 2006 NAGAOKA GEAR WORKS Co., Ltd. All Rights Reserved | |||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||
| │HOME│製品・サービス│製造工程│歯車の種類特徴│非円形歯車│会社概要│歯車資料館│ | |||||||||||||||||||||||||||||||||||||
| 製造工程 | |||||||||||||||||||||||||||||||||||||
|
焼入れ・研削
|
||||||||||||||||||||||||||||||||||||
| Copyright (C) 2006 NAGAOKA GEAR WORKS Co., Ltd. All Rights Reserved | |||||||||||||||||||||||||||||||||||||